В ходе выполнения проекта по Соглашению о предоставлении субсидии от 21.10.2014 № 14.575.21.0088 с Минобрнауки России в рамках федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на
- Проведены экспериментальные исследования технологического процесса получения биосовместимого материала.
- Разработан лабораторный технологический регламент получения биосовместимого материала.
- Получены экспериментальные образцы биосовместимого материала.
- Разработана Программа и методики исследовательских испытаний экспериментального образца биосовместимого материала.
- Проведены испытания экспериментального образца биосовместимого материала в соответствии с Программой и методиками исследовательских испытаний по структурным параметрам.
- Проведены испытания экспериментального образца биосовместимого материала в соответствии с Программой и методиками исследовательских испытаний физико-механических свойств.
- Подведены итоги этапа и разработана отчетная документация.
- Проведены испытания токсичности экспериментального образца биосовместимого материала методом биолюминесцентного анализа.
При этом были получены следующие результаты:
- Проведены экспериментальные исследования технологического процесса получения биосовместимого материала на основе композита ПЛА/ГАП, заключающиеся в механоактивации компонентов с последующей экструзией нитей на основе композита. В качестве материала для биорезорбируемой матрицы используется полилактид (ПЛА) со средней молекулярной массой 60 000 г/моль, а в качестве биоактивного наполнителя — нанодисперсный порошок гидроксиапатита (ГАП) со средним размером частиц менее 100 нм. Формируемый диаметр нитей составил 1.75±0.2 мм. В результате проведенных процессов полимер состоит практически на 100% из аморфной фазы.
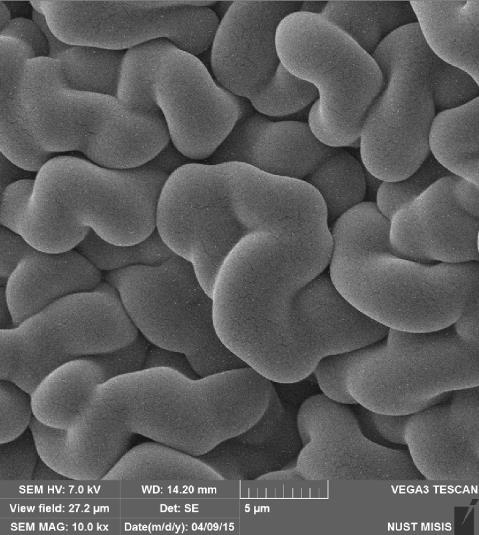
Рисунок 1 — Микрофотография ПЛА после обработки с 15 % масс. ГАП при увеличении ×10 000
- Описана разработка лабораторного технологического регламента получения биосовместимого материала, обеспечивающего соответствие получаемого в соответствии с ним материала ТЗ. На основании экспериментальных исследований настоящего этапа определены и отражены в регламенте численные значения параметров механоактивации и экструдирования. Описаны основные этапы процесса получения биосовместимого материала: механоактивационная обработка исходных компонентов для увеличения адгезии вводимого наполнителя к матрице, сушка механоактивированной смеси для предотвращения гидролиза, экструдирование нитей (филаментов) со средней толщиной 1,7 ± 0,2 мм с использованием фильеры с круглым сечением. Полученные нити можно использовать для 3D-печати методом послойного наплавления.
- Проведена разработка Программы и методик исследовательских испытаний экспериментального образца биосовместмого материала и проведены испытания. Определялись следующие характеристики: предел прочности при растяжении, изменение структуры при нагреве до 45 °С, токсичность в исследованиях биолюминесцентным методом. В дополнение к указанным характеристикам, важными параметрами, характеризующими структуру и тепловые характеристики материалов, является окисление материала, относительное удлинение и модуль упругости при растяжении.
- Для всех составов экспериментального образца первое фазовое превращение в ходе нагрева наблюдалось около 60 °С, что соответствовало стеклованию. Следовательно, до 45 °С материал экспериментального образца является стабильным, термодеструкции и структурных изменений не обнаружено. В ходе
1-го нагрева выявлены следующие фазовые превращения:- 62.4 ºС — стеклование. Температура стеклования увеличивается. Известно, что на Тg влияют межмолекулярные взаимодействия, стерические эффекты, гибкость цепи, молекулярная масса, ветвление и плотность сшивки. При большой массовой доле наполнителя увеличивается количество аморфного ПЛА, контактирующего с ГАП. Это взаимодействие может вносить изменение в Тg.
- 97 ºС (эндо) — холодная кристаллизация. Снижение пика холодной кристаллизации на 20 ºС обусловлено тем, что дисперсные частицы ГАП играют роль центров кристаллизации при упорядочении молекулярных цепей ПЛА в ходе нагрева.
- 146.8 и 154.9 ºС — плавление. Температура плавления зависит от размера и совершенства кристаллических ламелей. Двойной пик обусловлен поэтапным плавлением ламелей разной толщины. Второй пик характеризует более совершенные кристаллиты. В ходе охлаждения фазовых переходов не обнаружено. Следовательно, при охлаждении после плавления полимер находится в аморфном состоянии.
- В ходе
2-го нагрева выявлены следующие фазовые превращения:- 60.6 ºС — стеклование;
- 99.3 ºС (эндо) — холодная кристаллизация. Пик сдвигается в область высоких температур по сравнению с первым нагревом. Возможно, это связано с уменьшением подвижности цепей ПЛА, что может препятствовать процессу кристаллизации и привести к более высоким значениям Тс.
- 146.6 и 155.2 ºС — плавление. Первый пик более выражен, чем в случае первого нагрева, что может быть связано с формированием большего числа небольших или несовершенных кристаллитов.
- При растяжении полученных композиционных нитей ПЛА/ГАП наблюдалось равномерное растяжение образцов без образования шейки. Среднее значение модуля Юнга при растяжении ПЛА равно 2870 ± 347 МПа, а значение предела прочности равно 64,12 ± 8,59 МПа. Сравнение механических свойств при растяжении ПЛА/ГАП и композитов с тем же дисперсным наполнителем, но на основе матрицы полигидроксибутирата (ПГБ), показало, что модуль Юнга выше на 700 МПа, предел прочности выше в более чем 2 раза, а относительное удлинение выше на 0,7 % для ПЛА/ГАП.
- Экспериментальные образцы биосовместимого материала чистого ПЛА демонстрируют токсичность в исследованиях биолюминесцентным методом (Т > 20). Экспериментальные образцы биосовместимого материала с составом ПЛА/10%ГАП, ПЛА/20%ГАП, ПЛА/25%ГАП, ПЛА/30%ГАП демонстрируют как отсутствие (Т < 20), так и слабую токсичность (20 < Т < 50). Экспериментальные образцы биосовместимого материала с составом ПЛА/15%ГАП демонстрируют отстутствие токсичности (Т < 20) в исследованиях биолюминесцентным методом.
Обобщая результаты выполненных на этапе 2 работ, можно сделать вывод о том, что все предусмотренные календарным планом работы данного этапа выполнены полностью. Получены и испытаны экспериментальные образцы биосовместимого материала разного состава, среди которых все испытания выдержали образцы с составом ПЛА/15%ГАП. Установлены основные особенности структуры и свойств экспериментальных образцов биосовместимого материала с составом ПЛА/15%ГАП, соответствующие мировому уровню по аналогичным работам, которые могут быть применены для проведения дальнейших исследований и использования для создания биосовместимого каркаса методом послойного наплавления в ходе 3D-печати.
